

MIG/MAG-lassen
MIG/MAG-lassen: Het snelle lasproces
MIG/MAG-lassen wordt ook wel lassen in gas met afsmeltende elektrode genoemd. Er wordt een onderscheid gemaakt tussen metaal lassen onder inerte gassen (MIG) en metaal lassen onder actieve gassen (MAG). MIG/MAG is momenteel het meestgebruikte lasproces en maakt uitzonderlijk hoge lassnelheden mogelijk. Het kan worden gebruikt als handmatig, gemechaniseerd of door robot ondersteund lasproces.
MIG/MAG-lassen: Zo werkt het
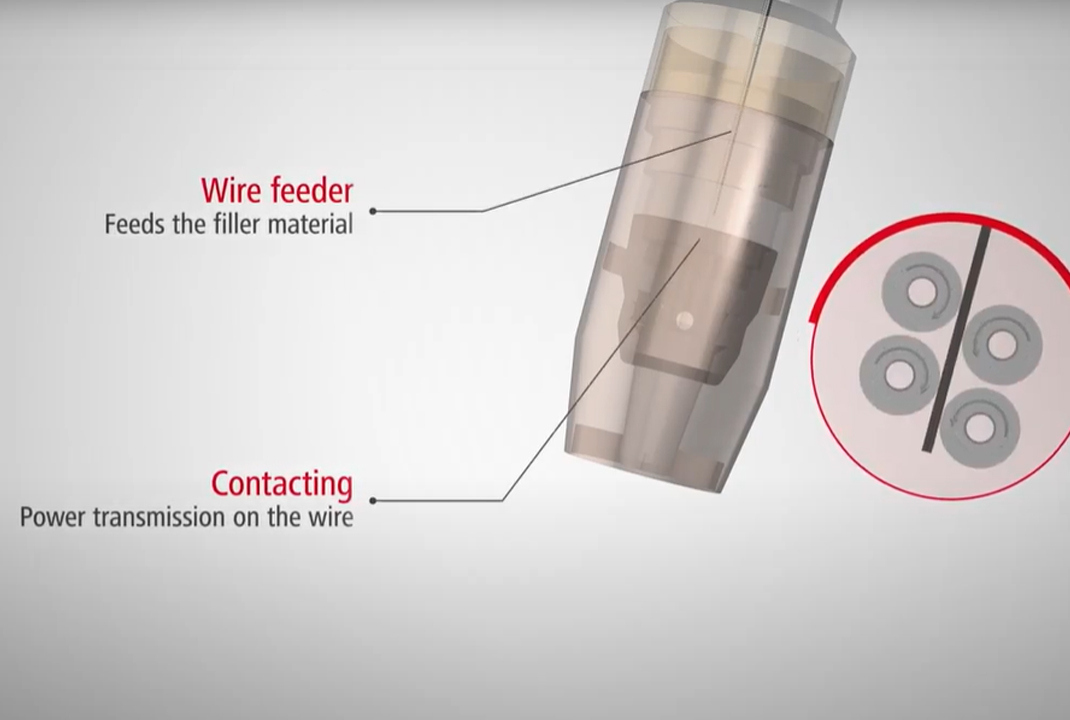
Bij MIG/MAG-lassen ontsteekt een vulmetaal of lasdraad de boog als deze de component raakt. Hierbij wordt een verbruikbare lasdraad als speling gebruikt.
Om de boog tegen het reactieve zuurstof in de omgeving te gebruiken, stroomt er ook een beschermend gas door het gasmondstuk. Dit gas onderdrukt de zuurstof tijdens het lassen en voorkomt zodoende oxidatie in de boog en in de laspoel.
Welke gassen worden voor MIG/MAG-lassen gebruikt?
Bij MAG-lassen worden actieve gassen zoals zuivere CO2 of gemengde gassen (argon, CO2, O2) in verschillende samenstellingen gebruikt. Deze zijn zeer reactief. Het MAG-proces wordt voor ongelegeerde, laaggelegeerde en hooggelegeerde materialen gebruikt.
Bij MIG-lassen worden echter inerte, dus niet-reagerende gassen gebruikt zoals zuiver argon en helium of mengsels van argon en helium. Het proces is geschikt voor lasmaterialen als aluminium, koper, magnesium en titanium.

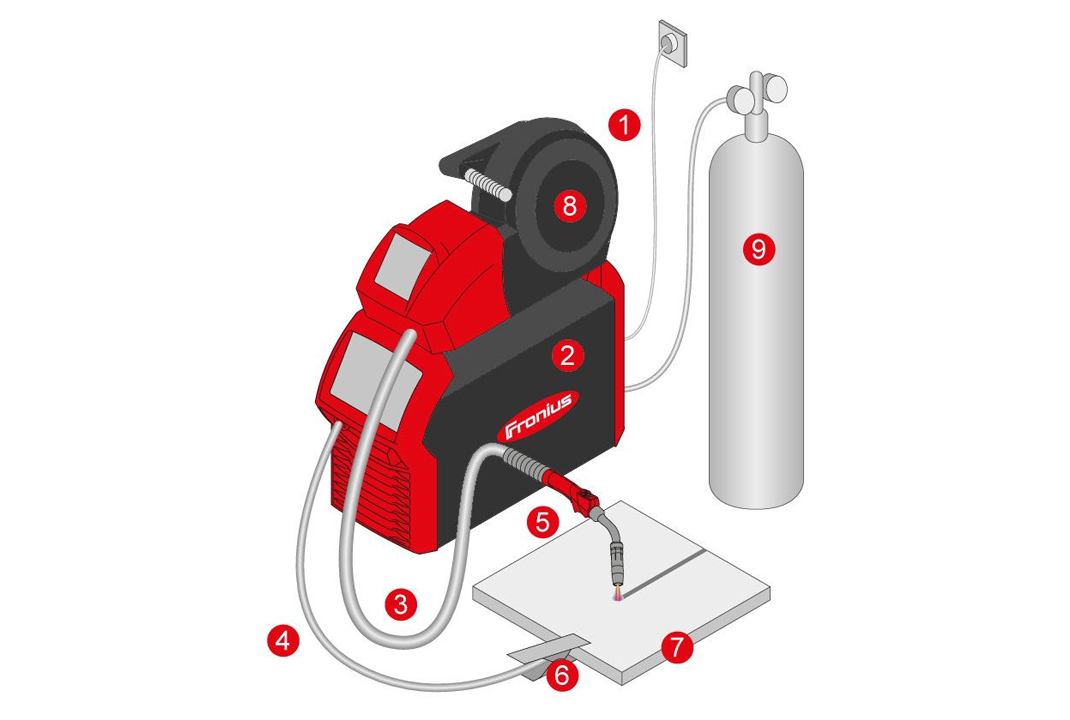
Zo is een MIG/MAG-lassysteem gestructureerd:
(1) Netspanningsaansluiting
(2) Stroombron
(3) Slangenpakket
(4) Aardkabel
(5) Lastoorts
(6) Aardaansluiting
(7) Werkstuk
(8) Vulmetaal
(9) Beschermend gas
![]()
Voordelen van MIG/MAG-lassen
-
Gemakkelijk aan te leren
-
Hoge lassnelheid
-
Hoog dekvermogen
-
Lage kosten vulmetaal
-
Zeer geschikt voor gemechaniseerde (bijvoorbeeld met chassis) of door robots ondersteunde lastoepassingen
-
Gemakkelijke ontsteking van de boog
![]()
Nadelen van MIG/MAG-lassen
-
In buitenlocaties of in tochtige hallen kunnen er problemen zijn met het in stand houden van het beschermende gas
-
Gevoelig voor roest en vocht
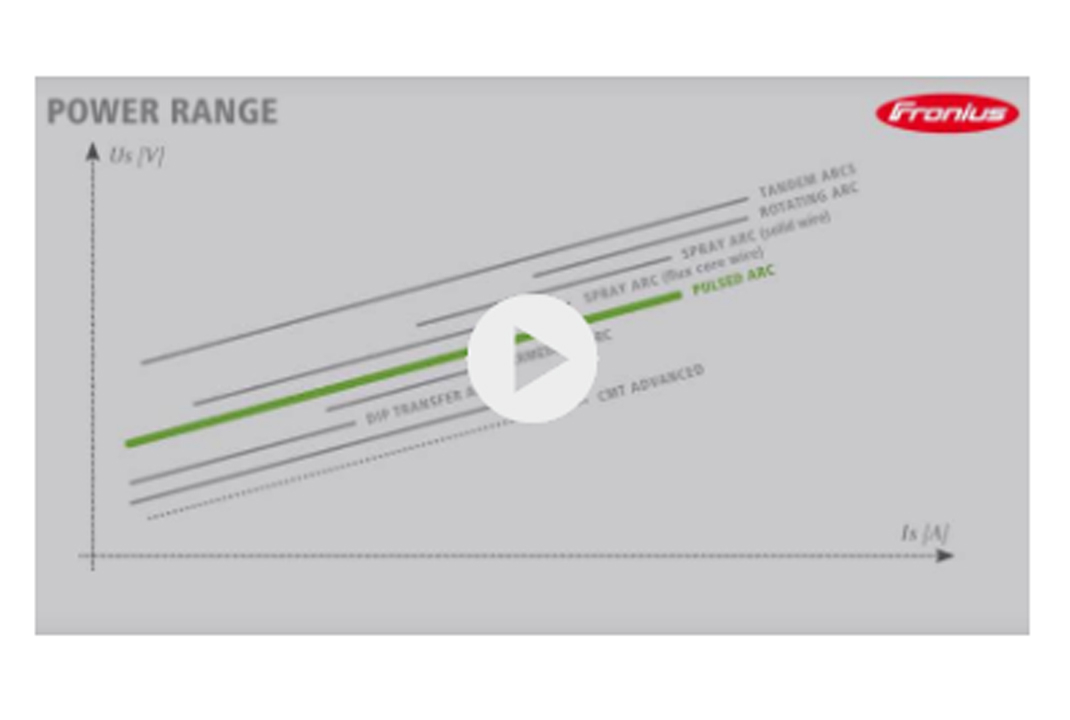
Boogtypen in MIG/MAG-lassen
Er zijn diverse boogtypen in MIG/MAG-lassen. Ze verschillen wat betreft stroomsterkteniveau. In het lage vermogensbereik is de boog vatbaar voor kortsluiting. In het hoge vermogensbereik komt kortsluiting niet voor.
KORTSLUITBOOG
De boog wordt ontstoken via kort contact tussen de draadelektrode en de component. Dit produceert een snel toenemend kortsluitcircuit, dat de draadelektrode vloeibaar maakt en er komt een druppel vrij. Na het kortsluitcircuit wordt de boog weer ontstoken. De kortsluitboog wordt in het lagere vermogensbereik voor dunnere platen gebruikt en maakt het mogelijk in praktisch elke positie te lassen. De kortsluitboog wordt ook voornamelijk in de kernlas gebruikt.
TUSSENBOOG
De tussenboog verandert met onregelmatige tussenpozen tussen kortsluitingen en spuitovergangen. Dit leidt tot meer spatten. Het is niet mogelijk deze boog effectief te gebruiken en zodoende kan deze het beste worden vermeden.
SPUITBOOG
Deze boog brandt constant zonder kortsluitingen in het hoge vermogensbereik en is zeer geschikt voor het lassen van dikkere platen. Dit betekent dat een hoog dekvermogen en een diepe penetratie mogelijk zijn.
PULSERENDE BOOG
De pulserende boog bestaat uit een basisstroomsterktefase met een laag vermogen en een pulserende stroomsterktefase met hoog vermogen zonder kortsluitingen. Dit betekent dat er bijna geen spatten worden geproduceerd. In de pulserende stroomsterktefase komen de lasdruppels gericht vrij via een nauwkeurig gedoseerde stroompuls.
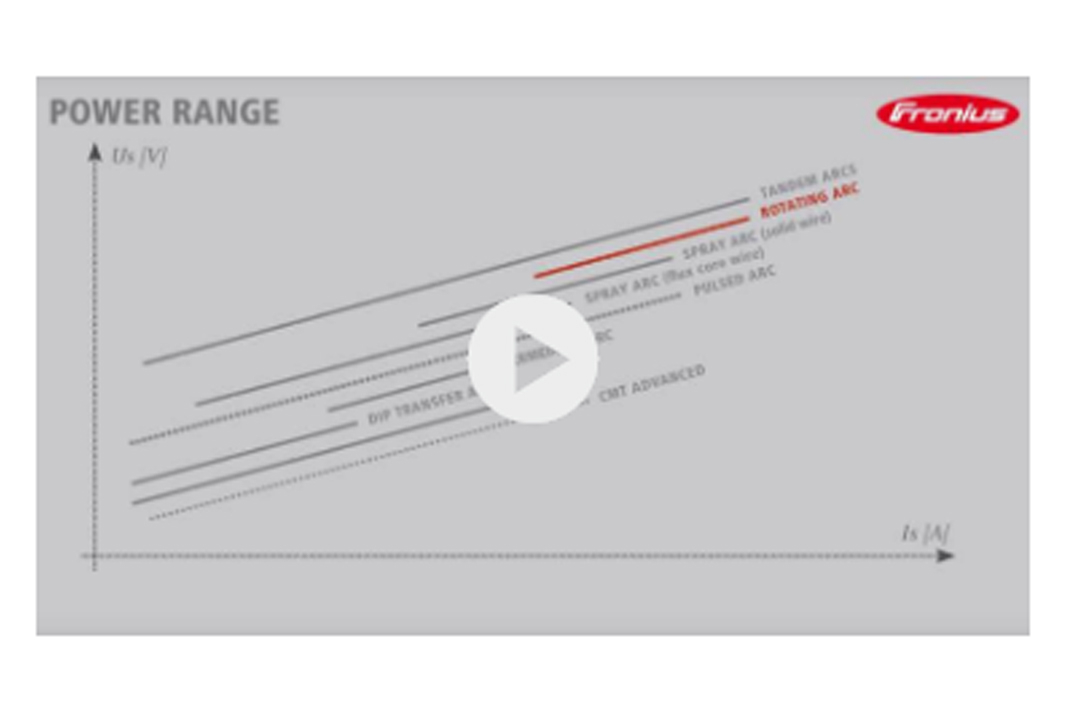
ROTERENDE BOOG
Deze boog is nog krachtiger dan de spuitboog en wordt gebruikt voor dikke platen waarbij een hoog dekvermogen is vereist. De lasdruppel wordt met een roterende beweging naar de laspoel overgebracht. De roterende boog wordt ook een hoogpresterende boog genoemd.
GECOMBINEERDE BOOG
Deze boog bestaat uit een kortsluitboog en een pulserende boog. De benodigde penetratie en hitte-invoer worden in de fase van de pulserende boog gegenereerd, terwijl de fase van de kortsluitboog de koeling van de laspoel biedt en deze gemakkelijker onder controle te houden maakt.
Fronius-procesvarianten van MIG/MAG-lassen
LOW SPATTER CONTROL - LSC:
EEN NIEUWE DIMENSIE IN LASSEN
Hoogwaardige lasnaden met een zo laag mogelijk spatniveau en een hoger dekvermogen.
KORTSLUITBOOGPROCESSEN: ZEER LAAG SPATNIVEAU EN STABIEL
Met het LSC-proces heeft Fronius een gewijzigd kortsluitboogproces met een uitermate hoge boogstabiliteit ontwikkeld. De gebruiker kan hoogwaardige lasnaden bereiken met minimaal spatten en een hoger dekvermogen, aangezien het LSC-principe is gebaseerd op de kortsluiting die bij een laag stroomsterkteniveau optreedt. Dit leidt tot een zachte herontsteking en een stabiel lasproces; een aanzienlijk contrast met de standaardkortsluitboog. De controle over de boog is aanzienlijk verbeterd dankzij de ontwikkeling van het TPS/i-stroombronplatform. De TPS/i herkent de procesfasen die tijdens de kortsluiting plaatsvinden uitzonderlijk snel en reageert erop. De gebruiker kan zodoende uitstekende resultaten boeken in combinatie met de nieuwe stabilisatoren.
PENETRATIESTABILISATOR
Een extra draadbesturing houdt de stroomsterkte en penetratie constant als de afstand tussen de lastoorts en de component verandert. De boog wordt aanzienlijk stabieler en de penetratie is veel constanter. Op standaard MIG/MAG-apparaten zonder een penetratiestabilisator gaat de lasstroom en dus het lasvermogen omlaag als de afstand verandert. Als de penetratie onvoldoende is, kan er sprake zijn van te weinig smelting. Als de penetratie te hoog is, kan de lasnaad bij dunne platen doordruppelen naarmate de lasstroom toeneemt.
CMT – COLD METAL TRANSFER:
HET KOUDLASPROCES VOOR EERSTEKLAS KWALITEIT
Extreem lage warmte-invoer en een uitzonderlijk stabiele boog onderscheiden CMT van conventioneel MIG/MAG-lassen. Met het Fronius CMT (Cold Metal Transfer) lasproces kunnen gebruikers optimale resultaten boeken bij het aan elkaar lassen van verschillende materialen, bijvoorbeeld staal en aluminium.
TALLOZE LASVOORDELEN VOOR DE GEBRUIKER
De digitale procesbesturing detecteert een kortsluiting en helpt vervolgens bij het losmaken van de druppel door de draad in te trekken: tijdens het lassen beweegt de draad naar voren en wordt weer teruggetrokken op het moment dat er kortsluiting optreedt. Als gevolg daarvan introduceert de boog slechts kort tijdens de boogbrandfase hitte. De kortsluiting wordt onder controle gehouden en de stroomsterkte wordt laag gehouden, wat tot een spatvrije materiaaloverdracht leidt. De booglengte wordt mechanisch gedetecteerd en aangepast. De boog blijft stabiel, ongeacht het oppervlak van het werkstuk of de lassnelheid. Dit betekent dat CMT overal en in elke positie kan worden gebruikt.
DIVERSE, ZEER INTERESSANTE TOEPASSINGSGEBIEDEN
CMT-lassen is ideaal voor het aan elkaar lassen van staal en aluminium, aangezien de verzinkte stalen plaat nat wordt gemaakt door deze gesoldeerlaste verbinding terwijl het aluminium smelt. Verder is het CMT-lasproces ook geschikt voor het praktisch spatvrij soldeerlassen van thermisch en elektrolytisch verzinkte platen met een lasdraad van een koper-siliciumlegering. Er vindt minimale vervorming van de verzinkte stalen plaat plaats en het lichte lassen van aluminiumplaten (vanaf 0,3 millimeter) is ook mogelijk, waarbij de beperkte warmte-invoer de noodzaak van poelondersteuning beperkt. Al even indrukwekkende resultaten worden geboekt bij het lassen van roestvrij staal en magnesium.
PMC - PULSE MULTI CONTROL:
EEN AANGEPASTE PULSERENDE BOOG VOOR NOG BETERE LASRESULTATEN
Met PMC heeft Fronius de pulserende boog zodanig gewijzigd dat u nog betere resultaten bereikt tijdens het pulslassen in combinatie met het krachtig nieuwe TPS/i-stroombronplatform. Nieuw ontwikkelde en gewijzigde functie bieden aanzienlijk meer controle over de boog. Als gevolg daarvan is er tijdens met gas afgeschermd booglassen van staal, aluminium en chroom-nikkel nauwelijks sprake van spatten. Consistent goede penetratie is gegarandeerd, er is minder ondersnijding en u kunt sneller en kosteneffectiever lassen dan ooit tevoren.
Penetratiestabilisator
Een extra draadbesturing houdt de stroomsterkte en penetratie constant als de afstand tussen de lastoorts en de component verandert. De boog wordt aanzienlijk stabieler en de penetratie is veel constanter. Op standaard MIG/MAG-apparaten zonder een penetratiestabilisator gaat de lasstroom en dus het lasvermogen omlaag als de afstand verandert. Als de penetratie onvoldoende is, kan er sprake zijn van te weinig smelting. Als de penetratie te hoog is, kan de lasnaad bij dunne platen doordruppelen naarmate de lasstroom toeneemt.
Booglengtestabilisator
De lasspanning is rechtstreeks van invloed op de booglengte. Het resultaat is een korte boog waarmee kortsluitingen plaatsvinden, wat veilige druppeloverdracht garandeert die niet vatbaar is voor interferentie. De snelle besturing houdt de duur van de kortsluiting tot een minimum beperkt en verlaagt de spanning. De booglengtestabilisator houdt de boog constant kort en zorgt dat de boog stabiel is. De gebruiker hoeft niets handmatig aan te passen in het geval van externe interferentie. Hiermee kunnen aanzienlijke tijdbesparingen worden bereikt in termen van aantal taken (geprogrammeerde lasprogramma's) die nodig zijn voor een toepassing, vooral bij robotlassen.
Welke materialen zijn geschikt voor MIG/MAG-lassen?
Het materiaal dat het vaakst wordt gebruikt in lassen in gas met elektrode is staal. Daarnaast kunnen ook aluminium- en roestvrijstaallegeringen goed met MIG/MAG worden gelast.

Professionele lassystemen voor MIG/MAG-lassen
Heeft u vragen over MIG/MAG LASSEN?

Neem vrijblijvend contact op met: