

TIG-lassen
TIG-lassen: Rechte naden, stabiele verbindingen
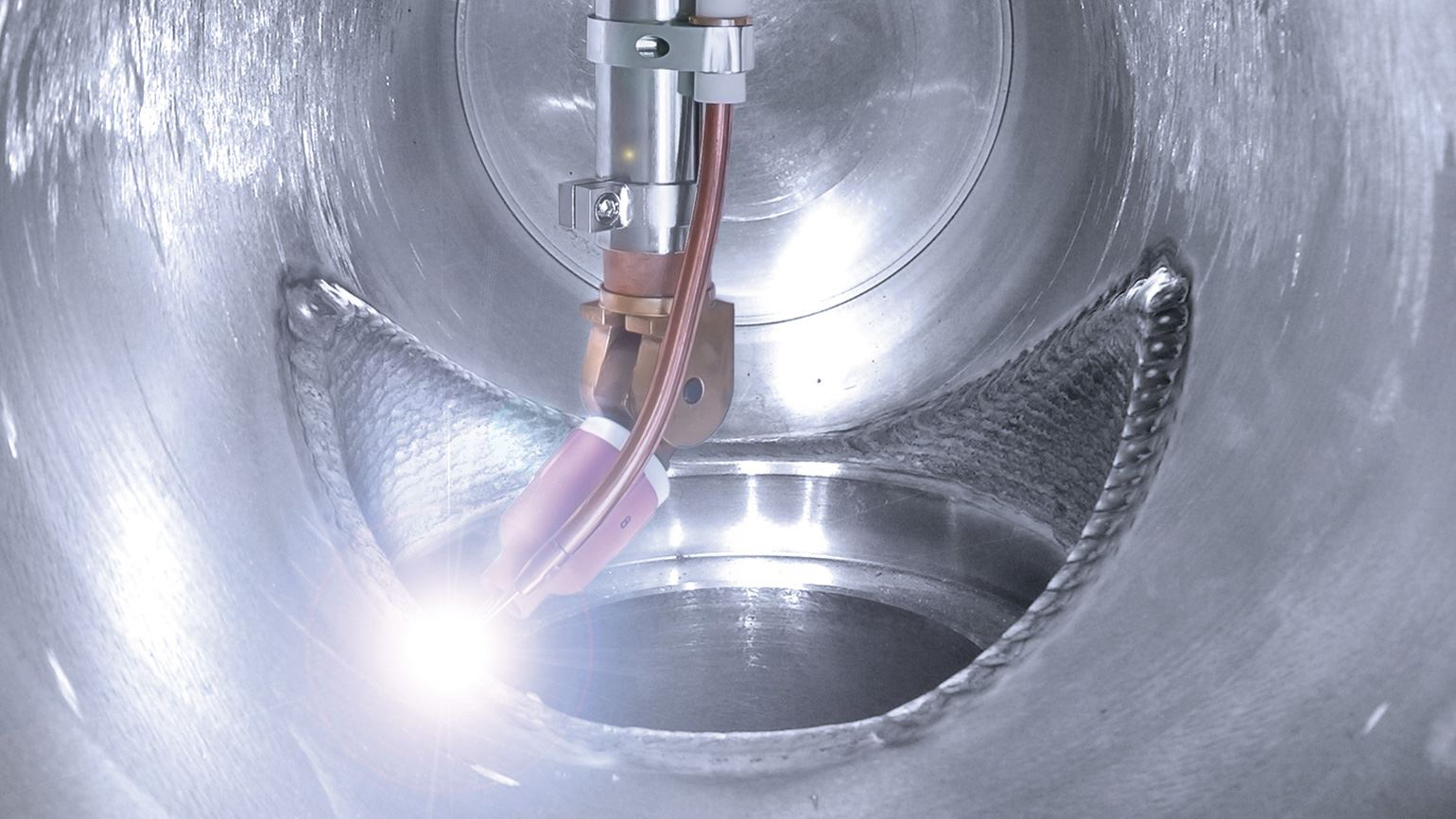
Booglassen onder inert gas met wolfraamelektrode (TIG-lassen) is een met gas afgeschermd lasproces en is een van de smeltlasprocessen. Het wordt gebruikt wanneer optimale kwaliteit en spatvrije lasnaden nodig zijn. TIG-lassen is onder meer geschikt voor roestvrijstaal-, aluminium- en nikkellegeringen evenals voor dun plaatmetaal van aluminium en roestvrij staal. Het wordt gebruikt in pijpleiding- en containerbouw, in portaalbouw en in luchtvaarttoepassingen.
TIG-lassen: Zo werkt het
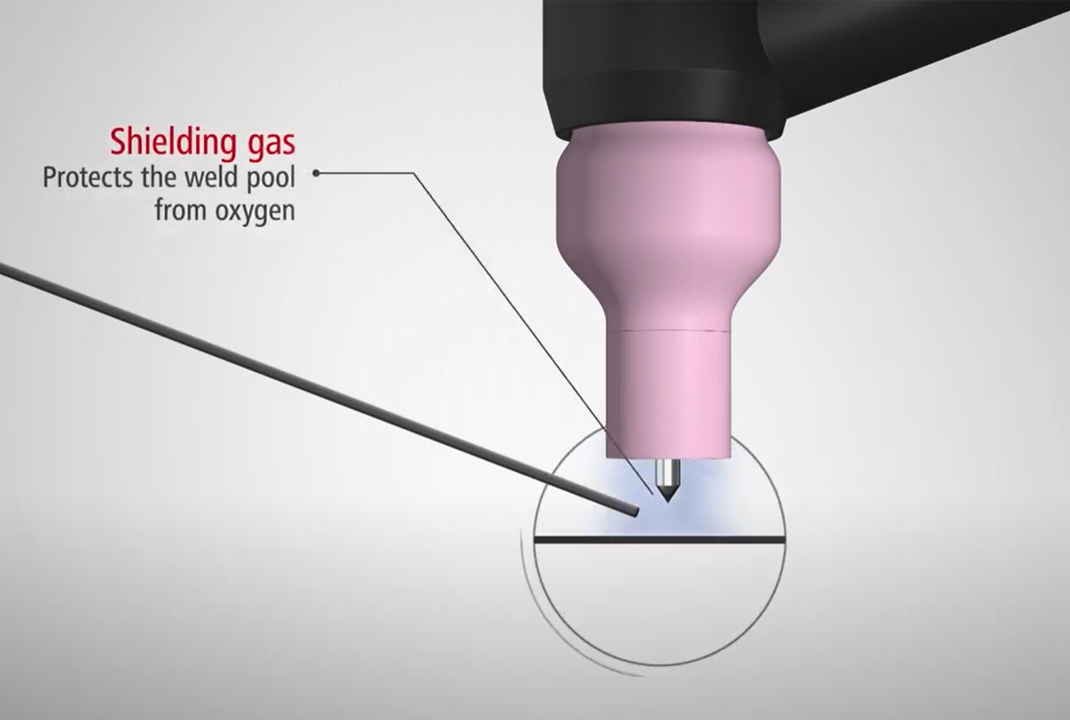
Bij TIG-lassen wordt de vereiste stroom geleverd via een wolfraam elektrode, die temperatuurbestendig is en niet smelt. Deze elektrode geeft een boog die het materiaal opwarmt en vloeibaar maakt. Er zit een mondstuk voor beschermgas rond de elektrode. Dit gas beschermt het verwarmde materiaal tegen chemische reacties met de omgevingslucht. Hiervoor worden de edelgassen argon, helium of mengsels daarvan gebruikt. De inerte, dus niet-reactieve gassen voorkomen chemische reacties met de vloeibare laspoel en het verhitte materiaal. Dit garandeert hoogwaardige lasnaden.
Aangezien de wolfraam elektrode niet smelt, wordt bij TIG-lassen het vulmateriaal met de hand of in gemechaniseerde vorm door een extern draadinvoersysteem ingevoerd.
De wolfraam elektrode
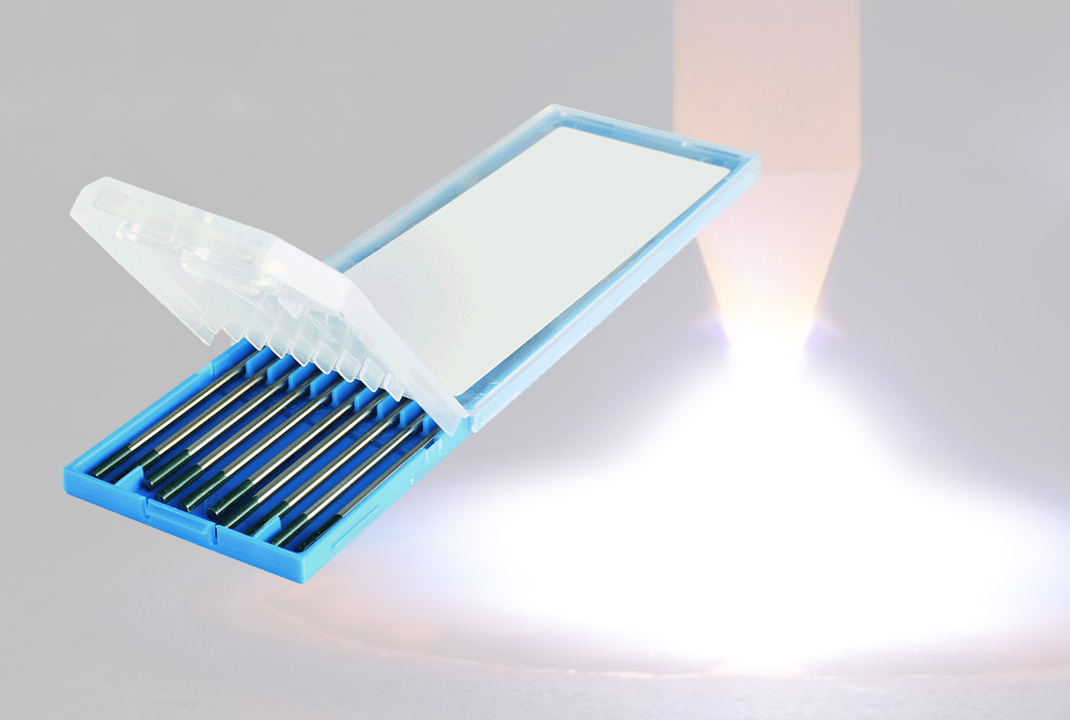
De wolfraam elektrode vormt de basis van TIG-lassen. Wolfraam heeft bij 3380 graden Celsius het hoogste smeltpunt van alle zuivere metalen in het periodieke systeem. Dit betekent dat de elektrode niet smelt wanneer deze een boog geeft die het materiaal verwarmt en vloeibaar maakt. De elektroden worden met een sinterproces geproduceerd. Om de eigenschappen van de elektroden te verbeteren, kunnen ze worden gelegeerd met oxide-additieven. De elektroden zijn voorzien van een kleurcode afhankelijk van de legering:
ZUIVER WOLFRAAM (WP) (GROEN):
-
Glad, rond elektrode-oppervlak
-
Ontstekingsproblemen bij gelijkspanning
-
Laag stroomgeleidingsvermogen
OXIDE VAN ZELDZAME AARDMETALEN (WS2) (TURKOOIS):
-
Kan voor alle materialen worden gebruikt
-
Zeer goede ontstekingskenmerken
-
Hogere duurzaamheid dan WT- of WC-elektroden
CERIUMOXIDE (WC 20) (GRIJS):
-
Kan met alle materialen worden gebruikt
-
Goede ontstekingskenmerken
LANTHAANOXIDE (WL 20) (BLAUW):
-
Langere levensduur dan elektroden van wolfraam-/thorium- of wolfraam-/ceriumoxide
-
Slechtere ontstekingseigenschappen
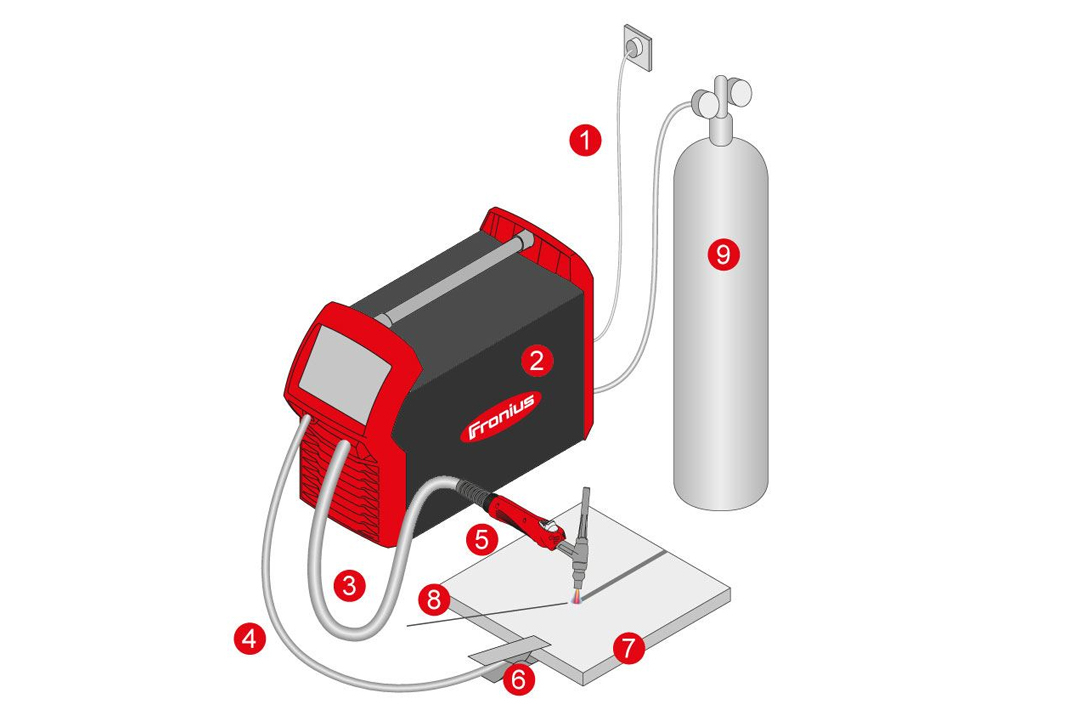
Zo is een TIG-lasysteem gestructureerd:
(1) Netspanningsaansluiting
(2) Stroombron
(3) Slangenpakket
(4) Aardkabel
(5) Lastoorts
(6) Aardaansluiting
(7) Werkstuk
(8) Vulmetaal
(9) Beschermend gas
![]()
Voordelen van TIG-lassen
-
Geen vorming van lasspatten
-
Zeer hoge optische kwaliteit van lasnaden
-
Alle lasposities zijn mogelijk
-
Zeer hoge lasnaadkwaliteit
![]()
Nadelen van TIG-lassen
-
Vereist hoog vaardigheidsniveau
-
Lage lassnelheden
-
Roest moet direct worden verwijderd bij het voorbereiden van de lasnaad
-
Niet geschikt voor dikke werkstukken
Procesvarianten van TIG-lassen
TIG-LASSEN MET KOUDE DRAAD
Een invoersysteem van koude draad verhoogt de productiviteit: De lassnelheid neemt toe en het vulmateriaal wordt nauwkeurig en gelijkmatig naar de laspoel geleid. Hiermee kunnen zelfs minder ervaren lassers uitstekende resultaten bereiken.
TIG-lassen met hete draad
TIG-lassen met hete draad is ontwikkeld op basis van TIG-lassen met koude draad. In TIG-lassen met hete draad wordt het vulmateriaal verwarmd. Dit heeft diverse voordelen: Het dekvermogen en de snelheid nemen toe, de lassnelheid neemt toe en de smelting wordt beperkt.
ArcTIG
Het ArcTig-lasproces is een TIG-procesvariant voor gemechaniseerd lassen van naden. Dit levert een uitstekend lasnaaduiterlijk op, betrouwbaar lassen met volledige penetratie van de hoofdnaad en een zeer hoge laskwaliteit. Door de verhoogde lassnelheid en doordat er minder werk nodig is om de naad voor te bereiden, maakt ArcTig bovendien het volledige lasproces kosteneffectiever.

Beplating
Beplating is een proces waarin de componenten worden gecoat met speciale legeringen om de levensduur ervan aanzienlijk te verlengen. Deze coating wordt uitgevoerd via gemechaniseerde elektrische beplating. Fronius Speed Cladding maakt het coatingproces tot drie keer zo snel en efficiënter.

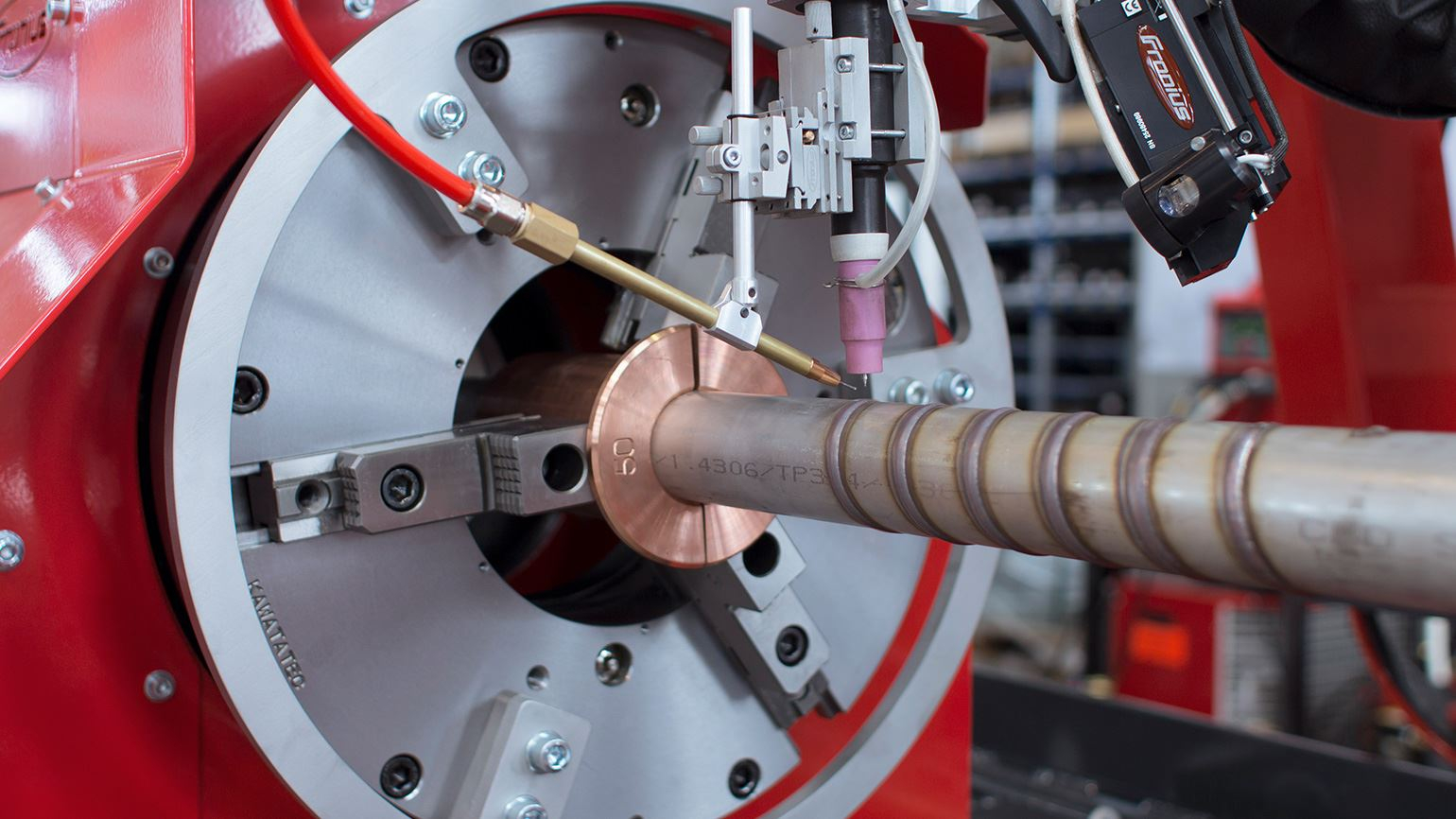
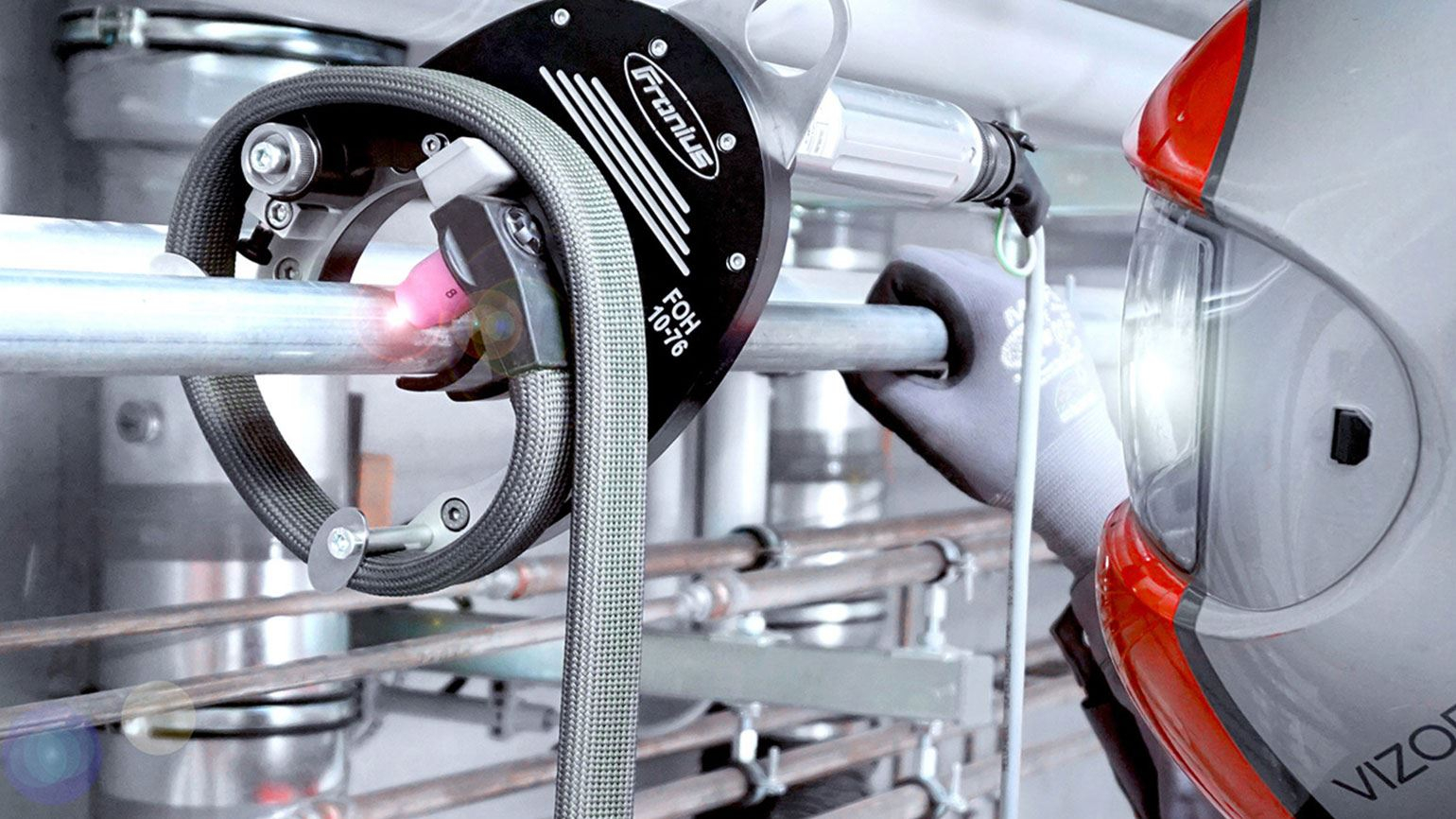
Orbitaal lassen
De basisopstelling van orbitale lasapparatuur bestaat uit een vaste pijp en een beweegbare TIG-lastoorts/laskop die rond de buis beweegt. De beweegbare orbitale laskop wordt ook wel een puntlaspistool genoemd. De orbitale lastechniek is nuttig wanneer consistente naadkwaliteiten moeten worden bereikt onder gecontroleerde omstandigheden. Zodoende zijn de belangrijkste toepassingsgebieden voor deze lastechnologie pijplijnconstructie, de voedselindustrie en de chemische industrie. Met de orbitale techniek is het niet alleen mogelijk om leidingen met elkaar te verbinden, maar ook om leidingen met leidinggrondplaten te verbinden.
Welke materialen zijn geschikt voor TIG-lassen?
De meestgebruikte materialen in TIG-lassen zijn roestvrijstalen-, aluminium- en nikkellegeringen en dunne platen aluminium en roestvrij staal. Met een gemechaniseerd draadinvoersysteem kunnen kosteneffectieve lassnelheden worden bereikt voor plaatdikten van minder dan 4 mm. Voor dikkere platen neemt de kosteneffectiviteit af en wordt het TIG-proces alleen aanbevolen voor het lassen van de hoofdnaad. Krachtigere processen zoals MIG/MAG of onderpoederlassen zijn geschikt voor het lassen van de vulparels.

Professionele lassystemen voor TIG-lassen
Heeft u vragen over TIG-lassen?

Neem vrijblijvend contact op met: